 PCの自作が好き過ぎた結果。水で冷やすPC、水冷PCを作っております。
PCの自作が好き過ぎた結果。水で冷やすPC、水冷PCを作っております。
水冷PCのループは、ソフトチューブとハードチューブの2種類存在します。
ソフトチューブは自由に曲がるため、特に加工は必要なく、チューブを切断しながら水冷に必要な部品を組み立ててゆく感じになります。
一方、ハードチューブは加工が必要です。切断し、曲げるという加工の難易度はとても高いです。特に曲げに関しては、確かに慣れ・練習が必要だと思います。最初は理想形のように曲げられず、曲げた箇所の管の太さにばらつきが生じます。
加工に失敗し、管の太さ/長さ/切断面が適切ではない場合、水漏れでPCパーツが水没し、さらにお部屋が浸水という地獄が待っております。
まあ、その難しいところが、とても面白くて魅力だったりします。まあ入門者の素人で恐縮ですが。
水冷PCのハードチューブの加工に必要な道具を整理しておこうと思います。
ハードチューブの材質とサイズ
ハードチューブの材質はPETGを想定
この記事では材質PETGのハードチューブを対象としています。
PETGのほか、材質アクリルのハードチューブが存在します。硬度が異なるため、内径・外径がPETGとアクリルでは異なるようです。
またカッティング(切断)やベンド(曲げ)の最適な方法も、アクリルでは異なるのでしょうか?私はアクリルは扱った事がないため、詳細は別の記事を御覧ください。
ハードチューブの外径(OD)・内径(ID)
この記事では、ハードチューブの直径は10/12mmを扱っています。これは内径(ID)10mm、外径(OD)12mmという意味になります。
ループを循環する水量を増やしたい場合、もっと太いチューブを選択することも可能です。OD14mm、OD16mmといった太さも存在します。
しかし水冷パーツのメーカーごとに、扱っている直径が異なるため、注意が必要です。パーツを購入する際に、外径と内径をよく確認する必要があります。[amazonjs asin=”B014DU4OKY” locale=”JP” title=”EKWB ek-hd PETGチューブ10 / 12 mm 500 mm (2個入り)”]
水冷PCのパーツの取り付けについて
水冷のループという言葉ですが。
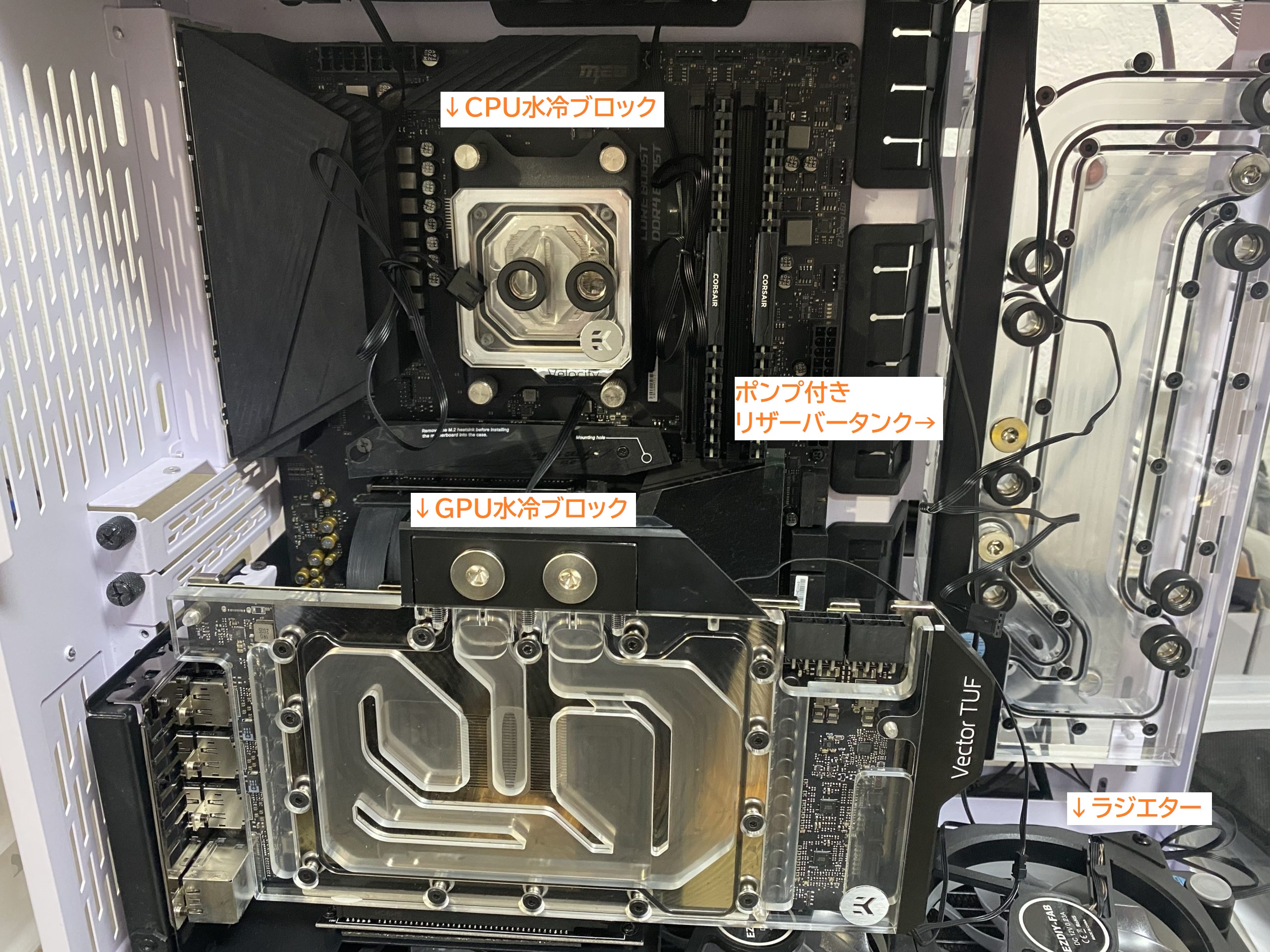
大まかにリザーバータンク・ポンプ→各種水冷ブロック→ラジエターをチューブで繋いだ水路を、ループと呼ぶようです。このループを作る内容が、本格水冷PC作成、という事になります。
水冷パーツを探す際、日本語よりも、英語/カタカナ表記で検索したほうが、適切な検索結果を得やすい傾向があります。※2023年2月現在。
このため、日本語:曲げ→カタカナ:ベンド・ベンディング、曲げるための治具(ジグ)→英語:hardtube bending jig、切断するための工具→hardtube cutting jigのような感じで、あとで探しやすいようにカタカナ表記をメインにさせて頂いています。(治具=英語もジグ=jigなのですね
フィッティングとOリング
水冷パーツを取り付けるために。ハードチューブを加工後、両端にフィッティングを取り付けます。使用するフィッテングは次の条件で選択します。
- ハードチューブ用/ソフトチューブ用
- 外径(OD)
[amazonjs asin=”B081VLD42X” locale=”JP” title=”EKWB クラシックシリーズ HTC-12 12mm ハードチューブ 圧縮継手 – ブラック”]パーツを取り付ける側のネジ経は、G1/4′(インチ)が一般的かと思いますが。念のため、使用する水冷パーツのスペック(仕様)を確認したほうが良いと思います。
取り付けの際、フィッティングを分解する必要があるのですが、加工中にうっかりOリング(シーリング・ガスケット/パッキン)を紛失したり、破損する場合があります。
またOリングは加水分解で劣化するそうです。経年劣化で気密性能が低下するため、交換が必要になる場合もあります。[amazonjs asin=”B00N3V7HCC” locale=”JP” title=”uxcell ニトリルゴムOリング シーリングガスケット 15mm OD 12mm ID 1.5mm幅 メトリック 20個入り”]こちらのOリングは外径15mm、内径12mm→チューブの外径と同じ、線径1.5mmになります。ニトリルゴム製の他、シリコン製のOリングも購入可能のようです。
ポンプ・リザーバータンク
冷却水を循環させるため、まずはポンプとリザーバータンクが必要です。
後述のラジエターや水冷ブロックと同様、チューブを取り付ける前に、予めPCのケース/フレームに固定しておく必要があります。[amazonjs asin=”B087M7TT6M” locale=”JP” title=”水冷却ポンプタンク 800L / H高速熱消散 LED電源 コンピュータポンプ ポンプヘッド PC 液体冷却システム (ブラック17cm)”]取り付けは、ボルトとナットによる固定が一般的だと思います。
ポンプは電力が必要なため、電源ケーブルの長さとルート(経路)を整備しながら取り付ける感じかと思います。
ラジエター
ラジエターの選択は、次の条件かと思います。
- 基準となるファンのサイズ
- 120mm
- 140mm
- ファン何個分の大きさか
- 1個分
- 2個分
- 3個分
- ラジエターの厚さ
- 薄い→冷却性能低、容積小
- 中間
- 厚い →冷却性能高、容積大
[amazonjs asin=”B07R44KC2V” locale=”JP” title=”EKWB EK-CoolStream クラシック PE 360 ラジエーター トリプルファン ブラック”]こちらもボルトとナットで固定しますが、ラジエターにファンを取り付ける必要がありますので、その分の厚さも考えながら取り付ける必要があります。厚いラジエターの場合、薄型のファンが必要になる場合があります。
ファンの向きは、冷たい空気がラジエターに当たるように取り付ける方法が一般的のようです。しかし、条件によって、最適な冷却性能が得られない場合もあり、ファンの位置~ラジエターのどちらの面に取り付けるかと、風向を調整する場合があります。
水冷ブロック
CPUやGPU、メモリー、チップセット、SSD等のデバイスを冷却するための、各種水冷ブロックが発売されています。[amazonjs asin=”B08JH6KCPZ” locale=”JP” title=”Bykski CPU Water Block for AMD LCS-CPU-RYZEN-X-MC (A-RGB) (Black)”][amazonjs asin=”B0BMYL3XCC” locale=”JP” title=”Bykski GPU Water Block for RTX4090 LCS-N-AS4090STRIX-X”]GPU水冷ブロックは注意が必要です。本体のほかにバックプレートが必要な場合もありますので、購入時に十分に注意が必要です。
水冷ブロックは、ヘッドと呼ぶ場合もあるようです。しかしヘッドよりもブロック「water cooling block」で検索したほうが、適切な結果が得られる感じがします。
ハードチューブの加工に必要な工具と治具
前述のポンプ・リザーバータンク・ラジエター・各種水冷ブロックを取り付けたところで。

いよいよハードチューブの加工に入ろうと思います。
ルート(経路)の計測
うーん。本格水冷PCを組み立てる皆様、ルートの計測ってどうやってるのでしょうか?
海外の動画を拝見すると、次の2パターンがある感じです。
- 経路の中心、チューブの中心軸を基準に計測
- 経路の外側、チューブの外径を基準に計測
こちらの図は、経路の外側を基準に計測した例になります。
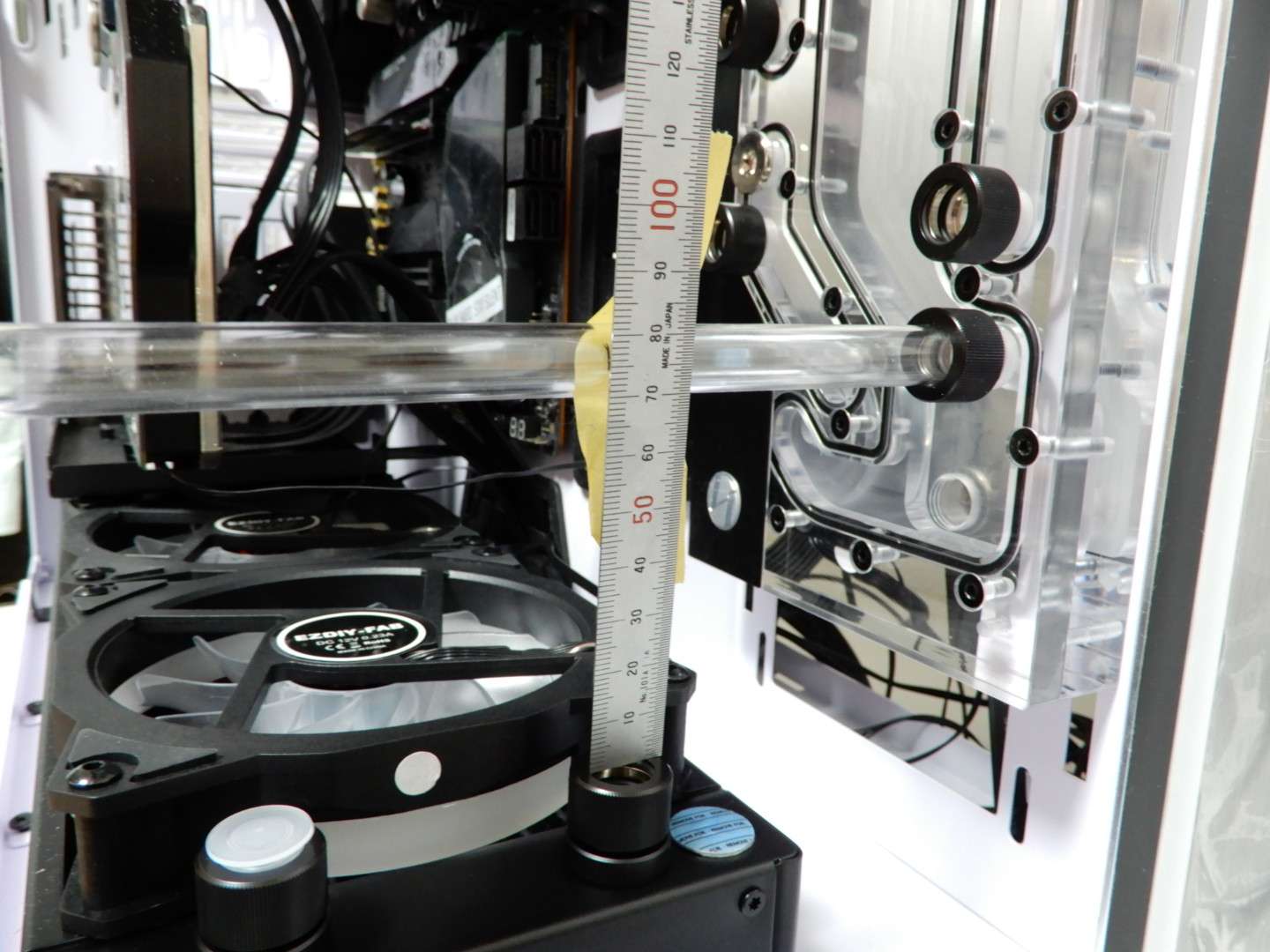
外径を計測する理由ですが、なにか形(カタ)を使って曲げたい場合、都合が良いからだと思います。
チューブを曲げる必要が無い場合、このような感じで必要な長さを計測して、切断して完了だと思います。90度の場合、チューブを曲げず、継手(マルチリンク・フィッティング)を使用することも可能のようです。[amazonjs asin=”B06WP4BDB4″ locale=”JP” title=”Barrow 12mm マルチリンク マルチリンク継手 角度90度 シルバー光沢 4個パック”]ただしフィッテイング部分に入り込む長さを考慮しておく必要があります。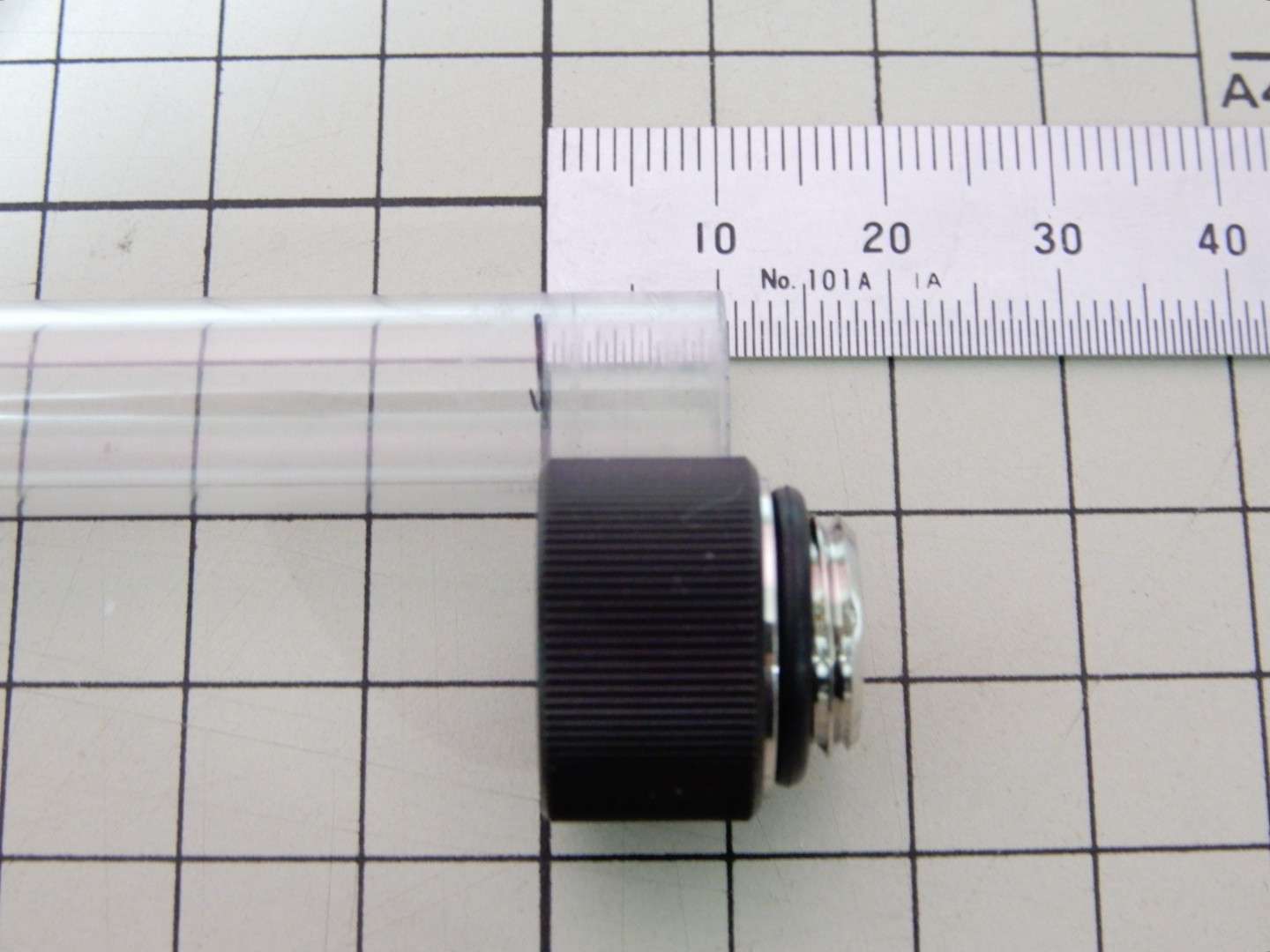
チューブを曲げる場合は、長さを計測し、仮に印を付けても、注意が必要です。
「きっちりしっかり計測しても、曲げる時点でチューブが伸縮するため、絶対に後から誤差が出ます」
このため、曲げた後に再度計測し、調整する必要が必ずあります。誤差を出さずに曲げることってできるのでしょうか?少なくとも私はできていません。精進が必要ですね。(素人です
チューブ加工後の完成品の品質としては、次の条件が必要のようです。
- フィッティングに無理な力がかからない、応力が発生しないようにする。
- チューブの切断面は必ず直角で平らにする。
- 長さの誤差は、2mm以内に抑える。
以上から、ルートの計測に必要な工具の覚書です。
- ステンレス定規
- 短 15cm
- 直角定規
- 長 30cm
- マスキングテープ
- 油性ペン
- 水平器
[amazonjs asin=”B000TGAS7U” locale=”JP” title=”シンワ測定(Shinwa Sokutei) 直尺 シルバー (反射抑制加工) 15cm JIS1級 13005″][amazonjs asin=”B001Q23UO4″ locale=”JP” title=”シンワ測定(Shinwa Sokutei) 曲尺 同目名作 シルバー 30cm 10647″]基本的に、定規で測って記録してゆく方法が良い感じがします。前述の通り、曲げた後に再度加工が必要になる場合もありますので、測定した値が大切になります。印を付けるために、ペンとマスキングテープも用意しましょう。テープはPC側に貼る場合もあります。[amazonjs asin=”B0000WS00A” locale=”JP” title=”タミヤ メイクアップ材シリーズ No.32 マスキングテープ 18mm 87032″][amazonjs asin=”B00260N1VC” locale=”JP” title=”ゼブラ 油性ペン マッキーノック 細字 P-YYSS6-BK”]またルートを作る際に水平を出したい場合は水平器も必要かと思います。[amazonjs asin=”B07NQ9G6N5″ locale=”JP” title=”シンワ測定(Shinwa Sokutei) ブルーレベル Basic 300mm マグネット付 73490″]
ハードチューブの切断
切断方法としてよく目にするものは下記になります。
- 丸のこ
- 直角を出せるかが問題
- チューブカッター
- 圧力による変形が問題
- パイプカッター
- 金ノコと冶具
- 治具を使用することで確実に直角に切断可能
- 細かい調整も可能
- 材料の変形なし
こちらの方法ですが、実際に、全部試してみました。
まずは丸のこですが。
確かに切断は楽ですが、直角を出すのが難しいです。またPETGのような柔らかい素材の切断では、オーバースペックの気がします。丸ノコは、垂直に切断できる精度が維持できれば有効ですが、丸ノコ単体で運用する場合はお勧めではありません。
次にチューブカッターは、直角に切断できて、ある程度の細かい切断も可能です。しかし圧力をかけて切断するため、柔らかいPETGの場合、切断面が歪み、変形する場合があります。また1mm単位で細かく切断したい場合、材料が変形して切れない場合があります。[amazonjs asin=”B072MKRWPV” locale=”JP” title=”PrimoChill ユニバーサルチューブカッター (フレックスとPETG)”]
切断面の細かい調整について、電動ドリルでサンディング(ヤスリがけ)してみましたが。これは失敗です。切断面が垂直にならず、歪んでしまいます。実用ではありませんでした。
次にパイプカッターですが。これは有効です。
 こちらは綺麗に直角に切断することが可能です。切断場所の両側に5mm程度の空間が必要です。刃の当て方を工夫すれば、2mmほどの精度で切断できるのではと思います。ローラーの痕が傷として残りますが、フィッティングで隠れるため、あまり問題では無いかもしれません。パイプカッターはある程度重さがあり、そちらを何度も回して切る必要があるため、たくさん切断する場合は腕が重くなりそうです。
こちらは綺麗に直角に切断することが可能です。切断場所の両側に5mm程度の空間が必要です。刃の当て方を工夫すれば、2mmほどの精度で切断できるのではと思います。ローラーの痕が傷として残りますが、フィッティングで隠れるため、あまり問題では無いかもしれません。パイプカッターはある程度重さがあり、そちらを何度も回して切る必要があるため、たくさん切断する場合は腕が重くなりそうです。
最後に、金ノコの場合ですが、PETGはそれほど硬くないため、手動のノコギリで簡単に切断できます。
また治具~ガイドを使用することで、確実に直角に切断することが可能です。圧力もかからず変形せず、1mm程度の細かい調整も可能です。
このような理由から、私の考える最も精度が高い切断方法は、金ノコとPETG用の切断治具になります。次点がパイプカッターになります。
金ノコ、パイプカッターともに、切断後にバリ取り(トリミング)が必要です。このためチューブリーマーは必須です。リーマーを当てて何度か回して、管の外側のバリを取り、そして内側のバリを取ります。切断面のバリは、紙やすりで取ります。
以上から、切断に必要な工具と治具は下記になります。
- 金ノコ + ハードチューブ切断用治具
- 垂直に切るために治具は必須
- ただし国内では入手が困難
- またはパイプカッター
- パイプカッターで切断している間に、チューブが若干伸びている気がしますので次点?(そんな訳無い
- チューブリーマー
- 紙やすり
- P400(400番)を使用していますが、もっと細かいもの(600~)でも丈夫です
- EK-HD Tube D.I.Y. KitではP220の紙やすりが採用されています。これは仕上げではなく長さ調節用だと思います。
- 紙やすりを床に置いて、チューブを垂直に立ててサンディングしました。
[amazonjs asin=”B0026FBG2S” locale=”JP” title=”SK11 アルミダイカスト製金切鋸 MCS-I”][amazonjs asin=”B08CS26SL8″ locale=”JP” title=”Corsair Hydro Xシリーズ XT ハードライン曲げツールキット (12mm & 14mm)”][amazonjs asin=”B0779BFVVY” locale=”JP” title=”Alphacool Eiskoffer – HardTube saw tool”][amazonjs asin=”B002NAOYCA” locale=”JP” title=”SK11 パイプカッター 切断能力 4~32mm PC-32″][amazonjs asin=”B003EIEGK0″ locale=”JP” title=”SK11 チューブリーマ TR-1 面取り能力4~38mm”][amazonjs asin=”B000BMX1BW” locale=”JP” title=”タミヤ メイクアップ材シリーズ No.54 フィニッシングペーパー 400番 87054″]
ハードチューブのベンディング
次に曲げ、ベンディングの手順ですが。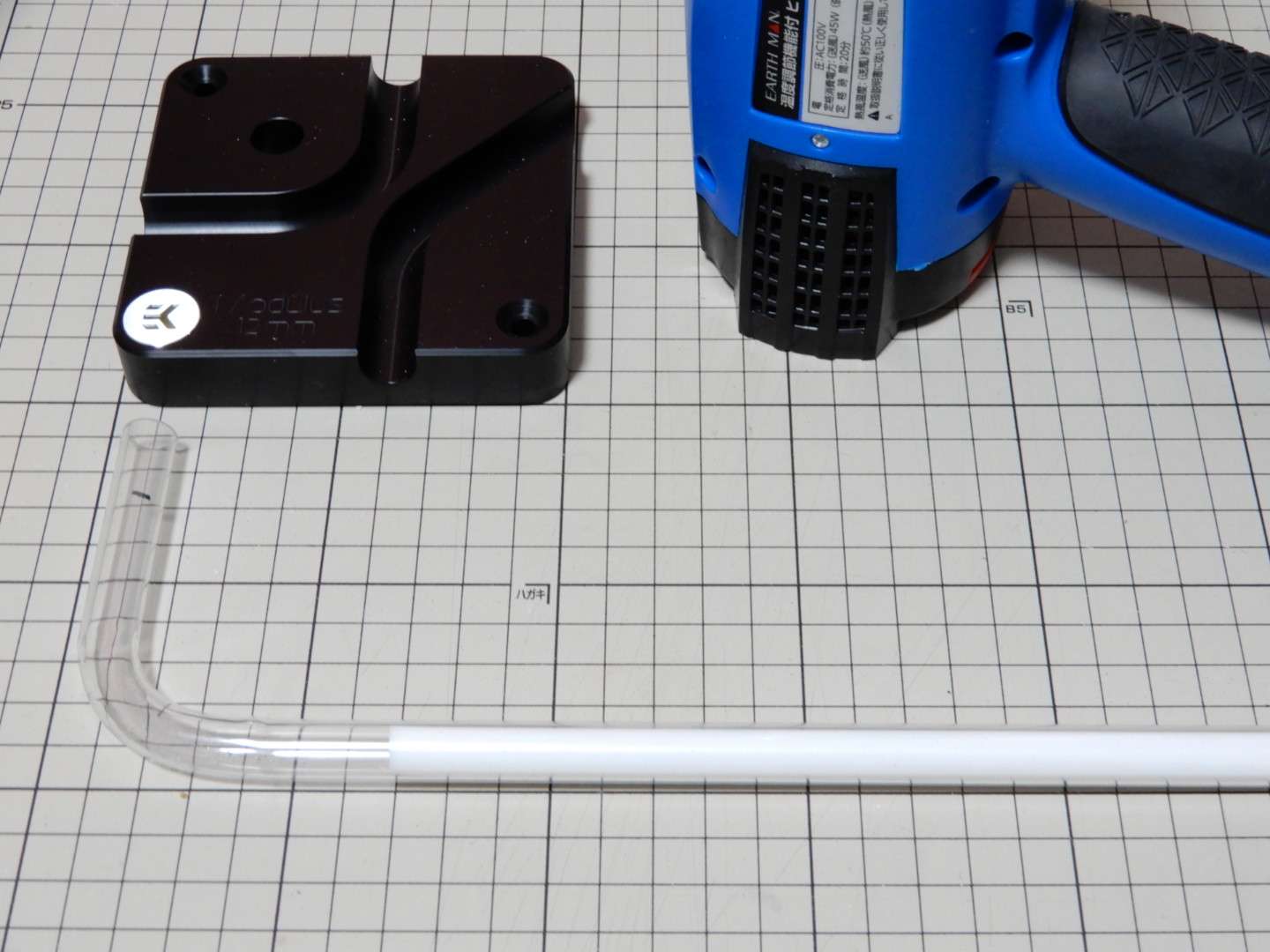
- シリコン・インサートを水で濡らしてチューブに入れる
- ヒートガンで加熱して、チューブを柔らかくする
- 自重で歪まないように、必ず両端を持つ
- チューブを回しながら加熱する
- 曲げる範囲を広く加熱する
- 90度、45度、その他任意の角度に曲げて固定する
- 15秒保持して冷ます
- チューブが熱いうちにシリコン・インサートを抜いて取り出す
ヒートガンとシリコン・インサートは必須です。シリコン・インサートは、ハードチューブの内径(ID)に合わせたサイズを使用します。
私は加工が下手で、インサートを入れても、経路の一部が細くなってしまいますが・・・それはさておき。(加熱範囲不足
曲げる角度の調節は、基本的に冶具を使用します。市販の冶具は曲げる部分のみが対象ですが、テーブルの端の90度の部分のような身近なものを使用して曲げることも可能です。
また作りたいルート全体の治具を作る場合もあるようです。ルートの計測時、外径、外側の長さを計測して、コの字型の木枠を作る場合もあるようです。
ただし300度の熱がかかるので、火傷や火災に注意が必要です。燃えやすい材料は使用しないようにしましょう。火傷等の怪我にも十分な注意が必要です。
以上から、必要な工具は下記になります。
- ヒートガン
- 温度の調節が可能 300℃で使用
- 風量を可変できたほうが尚可
- シリコンインサート
- 使用するチューブの内径(ID)に合わせたもの
- 10mm、12mm等
- ハードチューブ・ベンディング用治具
- 市販品は90度、45度等
- 木材などで作成も可能
[amazonjs asin=”B01LXFBT3O” locale=”JP” title=”高儀 EARTH MAN 温度調節機能付 ヒートガン 小型 HG-1450B”][amazonjs asin=”B00F5S5WLY” locale=”JP” title=”EKWB EK-HD チューブ D.I.Y. キット (10&12mm)”][amazonjs asin=”B084NJP4ZW” locale=”JP” title=”EKWB EK-Loop Modulus ハードチューブ曲げツール 12mm”]
その他必要なもの
バケツ
[amazonjs asin=”B086XB6R9B” locale=”JP” title=”パール金属 折りたたみ バケツ 角型 四角 ホワイト 幅30.5×奥行31×高さ24cm 洗車 アウトドア 釣り 掃除 AZ-5502″]
下記の用途で使用します。必須です。
- ベンディング時にシリコン・インサートを水につける
- 曲げた後にチューブに水を入れて、水路の品質を確認
- チューブの洗浄
ブロアー
[amazonjs asin=”B00LM33DXK” locale=”JP” title=”マキタ(Makita) UB1103 ブロワ”]
ハードチューブの加工後、チューブの中を乾燥させたい場合、どうすれば良いでしょう?
私はブロアーで水滴を飛ばして乾燥させています。
またPCのマザーボード等、複雑な形状にたまったホコリを掃除するのも有効です。キーボードの間に入ったホコリやゴミもきれいに飛ばせます。ブロアーが強力すぎると、キートップが外れて飛んでゆく可能性も0ではありません。(それは無いです
PCのお掃除に必須だと思います。
水漏れテスター
[amazonjs asin=”B09XZ9PBNX” locale=”JP” title=”EKウォーターブロックEK-ループ漏れテスターフレックス”][amazonjs asin=”B091DGD2JT” locale=”JP” title=”Thermaltake パシフィックリークテスター G1/4インチポート対応 簡単測定 CL-W303-PL00BL-A”]

ループ・リーク・テスター、水漏れが発生していないかどうか、空気圧で調べるキットになります。
テスターなしの場合、実際にフルード(冷却液)を入れて、実際に水漏れを調べる事になりますが、PCパーツが浸水するため、かなり大きなリスクだと思います。
そう考えると、ループテスターも必須では無いでしょうか。
記事中の工具は、高価なものが多いですが。
まだまだ、国内での水冷パーツの流通は少なく、国内のショップで購入すると、どうしても高価になりがちです。※2023年2月現在。
一方、海外、中国や台湾、米国などで、安価な水冷パーツと工具・治具が発売されています。
たとえば、チューブを金ノコで切断する場合の冶具は、国内ではあまり探せませんが、海外では多く流通しており、安価に入手できる方法があるようです。
国内でも本格水冷パーツや工具の需要が増えて、もっと安価に入手できるようになれば良いなと思います。
PC自作、そしてカスタムの冷却システムの自作はとても面白いですから、ご興味がありましたら、ぜひお試し下さいませ。[amazonjs asin=”B07PPRVVZK” locale=”JP” title=”Thermaltake Pacific C240 DDC Soft Tube Water Cooling Kit カスタム水冷キット HS1340 CL-W249-CU12SW-A”]
コメントを残す